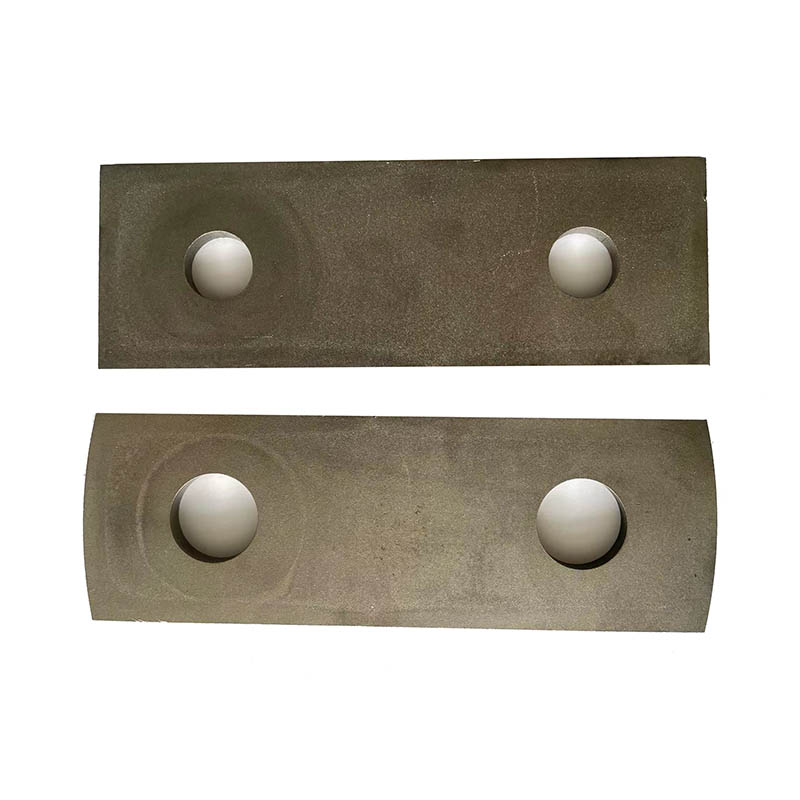
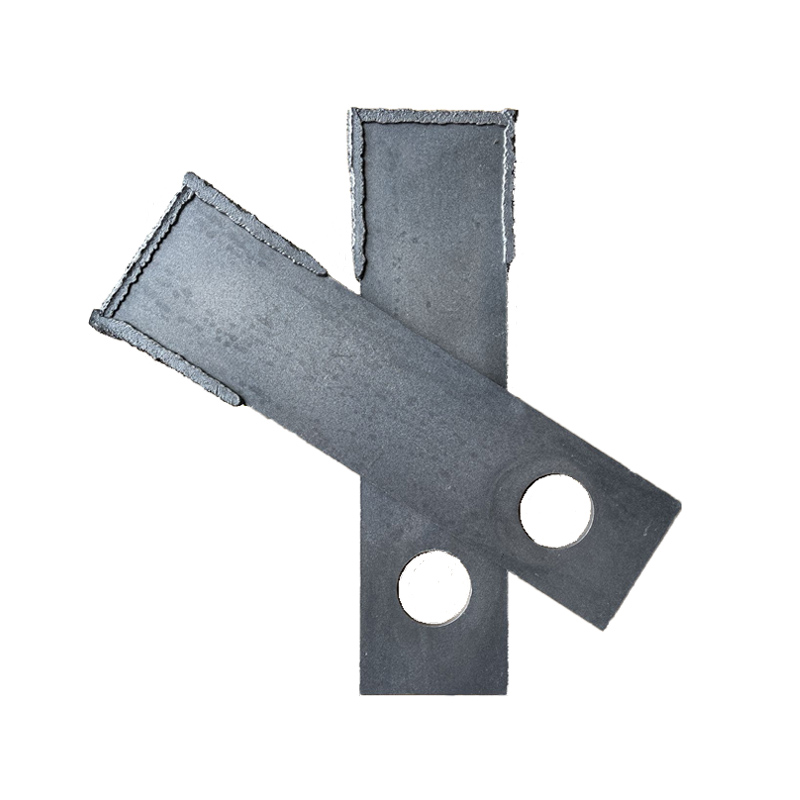
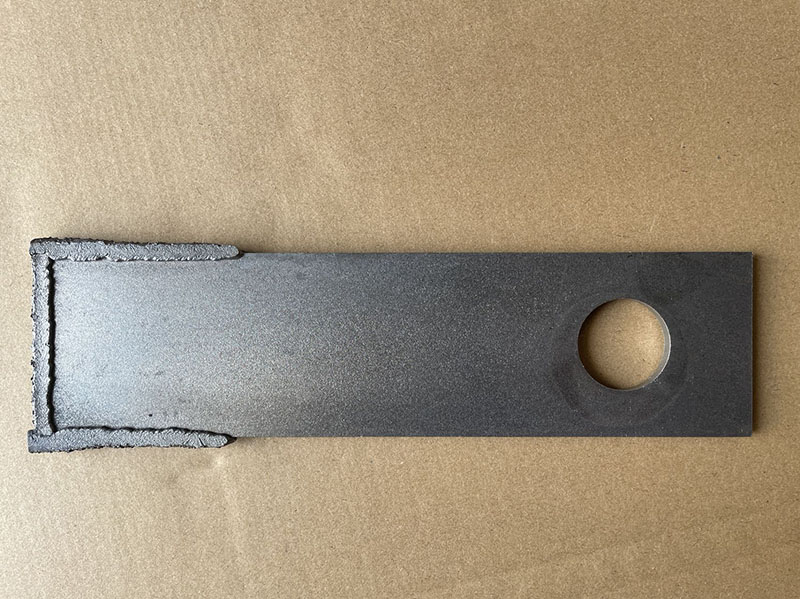
एकल छेद वाला टंगस्टन कार्बाइड हथौड़ा ब्लेड


सतही कठोरता
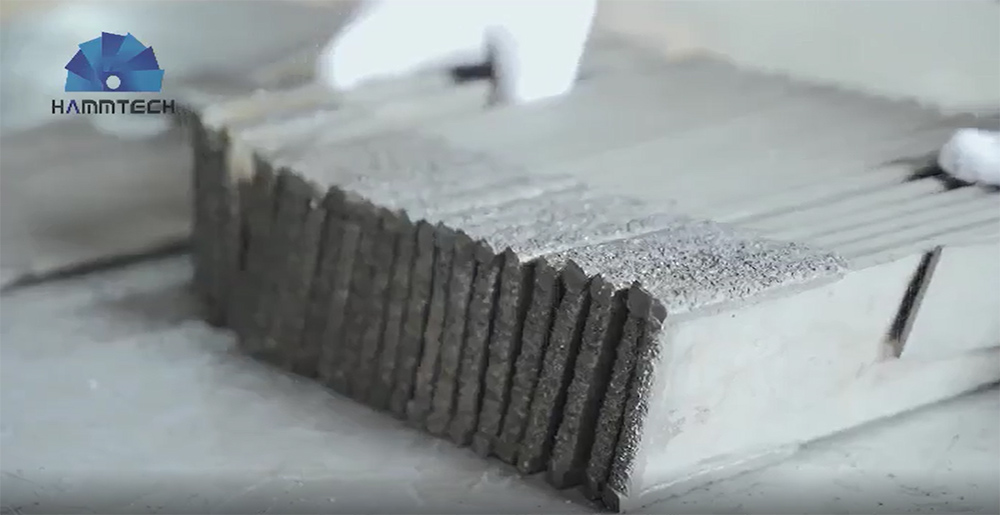
हथौड़े के ब्लेड के कार्यशील किनारों पर टंगस्टन कार्बाइड मिश्र धातु की परत चढ़ाई जाती है, जिसकी मोटाई 1 से 3 मिमी होती है। परीक्षण परिणामों के अनुसार, स्टैक्ड वेल्डेड टंगस्टन कार्बाइड मिश्र धातु से बने हथौड़े के ब्लेड का सेवा जीवन 65Mn मिश्र धातु से बने पूर्णतः शमन किए गए हथौड़े के ब्लेड की तुलना में 7 से 8 गुना अधिक होता है, लेकिन इनकी निर्माण लागत दोगुनी से भी अधिक होती है।
मशीनिंग सटीकता
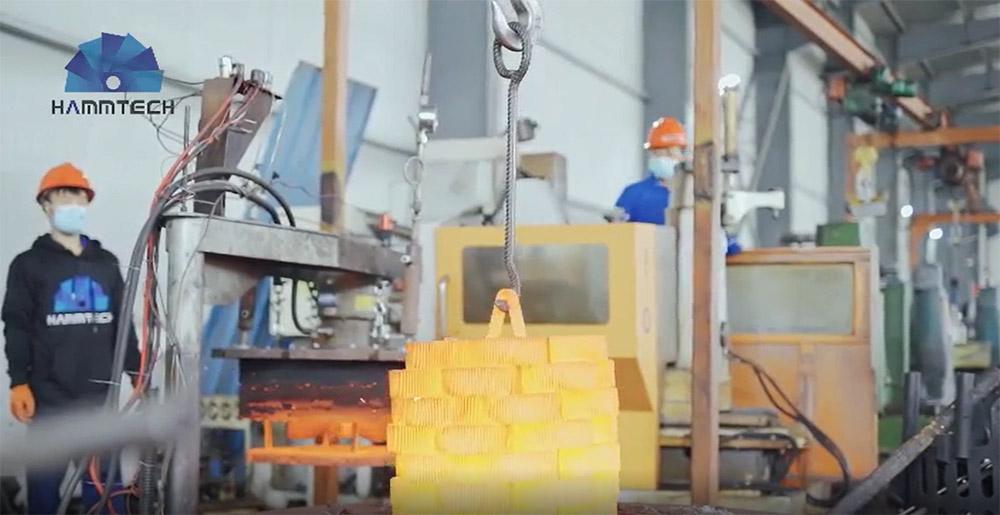
हथौड़ा एक उच्च गति से चलने वाला भाग है, और इसकी निर्माण सटीकता पल्वराइज़र रोटर के संतुलन पर बहुत अधिक प्रभाव डालती है। आमतौर पर यह आवश्यक है कि रोटर पर हथौड़ों के किन्हीं भी दो समूहों के बीच द्रव्यमान का अंतर 5 ग्राम से अधिक न हो। इसलिए, प्रसंस्करण प्रक्रिया के दौरान हथौड़े की सटीकता को सख्ती से नियंत्रित किया जाना चाहिए, विशेष रूप से टंगस्टन कार्बाइड हथौड़ों की सतह निर्माण के लिए, सतह निर्माण प्रक्रिया की गुणवत्ता की सख्त गारंटी दी जानी चाहिए। हथौड़े के ब्लेड सेट में ही लगाए जाने चाहिए, और सेटों के बीच मनमाने ढंग से अदला-बदली की अनुमति नहीं है।
मात्रा और व्यवस्था
हैमर मिल के रोटर पर हैमर ब्लेड की संख्या और व्यवस्था रोटर के संतुलन, क्रशिंग चैंबर में सामग्री के वितरण, हैमर के घिसाव की एकरूपता और क्रशर की दक्षता को प्रभावित करती है।
हथौड़े के ब्लेडों की संख्या रोटर की चौड़ाई की प्रति इकाई (हथौड़े का घनत्व) के आधार पर मापी जाती है। यदि घनत्व बहुत अधिक हो तो रोटर द्वारा टॉर्क उत्पन्न करना संभव नहीं होता, सामग्री पर अधिक बार प्रहार करना पड़ता है और किलोवाट-घंटे में उत्पादन कम हो जाता है; यदि घनत्व बहुत कम हो तो क्रशर के उत्पादन पर प्रभाव पड़ता है।
हैमर ब्लेड की व्यवस्था से तात्पर्य रोटर पर हैमर ब्लेड के समूहों और एक ही समूह के हैमर ब्लेड के बीच सापेक्ष स्थिति से है। हैमर ब्लेड की व्यवस्था निम्नलिखित आवश्यकताओं को पूरा करने के लिए सर्वोत्तम है: रोटर के घूमने पर, प्रत्येक हैमर ब्लेड का पथ दोहराया नहीं जाता; क्रशिंग चैंबर में हैमर ब्लेड के नीचे सामग्री एक तरफ नहीं खिसकती (विशेष परिस्थितियों को छोड़कर); रोटर बल के संदर्भ में संतुलित होता है और उच्च गति पर कंपन नहीं करता।

काम के सिद्धांत
बिजली के प्रवाह से हथौड़े के ब्लेडों का एक समूह घूमता है, और एक निश्चित गति तक पहुँचने के बाद, मशीन में डाली गई सामग्री कुचल जाती है (बड़े टुकड़े छोटे-छोटे टुकड़ों में टूट जाते हैं), और पंखे की क्रिया के तहत, कुचली हुई सामग्री स्क्रीन के छेदों के माध्यम से मशीन से बाहर निकल जाती है।
उत्पाद प्रतिस्थापन
क्रशर का हैमर ब्लेड एक सक्रिय भाग है जो सीधे सामग्री पर प्रहार करता है, और इसलिए यह सबसे तेजी से घिसने वाला और सबसे अधिक बार बदला जाने वाला भाग है। हैमर ब्लेड के चारों सक्रिय कोण घिस जाने पर, इसे समय रहते बदल देना चाहिए।