1. क्रशर में तीव्र और असामान्य कंपन हो रहा है।
कारण: कंपन का सबसे आम कारण टर्नटेबल का असंतुलन है, जो हथौड़े के ब्लेडों की गलत स्थापना और व्यवस्था के कारण हो सकता है; हथौड़े के ब्लेड बहुत अधिक घिस गए हों और समय पर बदले न गए हों; हथौड़े के कुछ हिस्से जाम हो गए हों और निकल न रहे हों; रोटर के अन्य भागों में क्षति के कारण भार असंतुलन हो। कंपन पैदा करने वाले अन्य कारणों में शामिल हैं: ढीलेपन के कारण स्पिंडल का विरूपण; बेयरिंग का अत्यधिक घिसाव क्षति का कारण बन सकता है; ढीले आधार बोल्ट; हथौड़े की गति बहुत अधिक होना।
समाधान: हैमर ब्लेड को सही क्रम में पुनः स्थापित करें; हैमर ब्लेड को इस प्रकार बदलें कि हैमर ब्लेड के वजन में 5 ग्राम से अधिक का अंतर न हो; बिजली बंद करके निरीक्षण करें और अटके हुए हिस्से को सामान्य रूप से घुमाने के लिए हैमर को घुमाएँ; टर्नटेबल के क्षतिग्रस्त हिस्सों को बदलें और उसे संतुलित करें; स्पिंडल को सीधा करें या बदलें; बेयरिंग बदलें; आधार बोल्ट को कसकर लॉक करें; घूर्णन गति कम करें।
2. क्रशर के संचालन के दौरान असामान्य शोर होता है।
कारण: धातु और पत्थर जैसी कठोर वस्तुएं क्रशिंग चैंबर में प्रवेश कर जाती हैं; मशीन के अंदर ढीले या अलग हुए पुर्जे; हथौड़ा टूटकर गिर गया; हथौड़े और छलनी के बीच का अंतर बहुत कम है।
समाधान: निरीक्षण के लिए मशीन को रोकें। पुर्जों को कसें या बदलें; क्रशिंग चैंबर से कठोर वस्तुएं हटा दें; टूटे हुए हथौड़े के हिस्से को बदलें; हथौड़े और छलनी के बीच की दूरी को समायोजित करें। सामान्य अनाजों के लिए इष्टतम दूरी 4-8 मिमी है, और भूसे के लिए यह 10-14 मिमी है।
3. बेयरिंग अत्यधिक गर्म हो गई है, और क्रशिंग मशीन केसिंग का तापमान बहुत अधिक है।
कारण: बेयरिंग में खराबी या चिकनाई वाले तेल की कमी; बेल्ट का बहुत अधिक कसा होना; अत्यधिक भार डालना और लंबे समय तक अधिक भार के साथ काम करना।
समाधान: बेयरिंग बदलें; चिकनाई वाला तेल डालें; बेल्ट की कसावट समायोजित करें (ट्रांसमिशन बेल्ट के मध्य भाग को हाथ से दबाकर 18-25 मिमी की चाप ऊंचाई बनाएं); फीडिंग की मात्रा कम करें।
4. फीड इनलेट पर उलटी हवा
कारण: पंखे और पाइपलाइन में रुकावट; छलनी के छेदों में रुकावट; पाउडर का थैला बहुत भरा हुआ या बहुत छोटा होना।
समाधान: जांचें कि पंखा अत्यधिक घिसा हुआ तो नहीं है; छलनी के छेदों को साफ करें; पाउडर संग्रह थैली को समय पर खाली करें या बदलें।
5. डिस्चार्ज की गति में काफी कमी आई है
कारण: हैमर ब्लेड का अत्यधिक घिसाव; क्रशर पर अधिक भार पड़ने से बेल्ट फिसल जाती है और रोटर की गति कम हो जाती है; छलनी के छेद अवरुद्ध हो गए हैं; हैमर और छलनी के बीच का अंतर बहुत अधिक है; असमान फीडिंग; अपर्याप्त सहायक शक्ति।
समाधान: हैमर ब्लेड बदलें या उसे दूसरे कोने पर लगाएं; भार कम करें और बेल्ट का तनाव समायोजित करें; छलनी के छेदों को साफ करें; हैमर और छलनी के बीच की दूरी को उचित रूप से कम करें; एकसमान फीडिंग सुनिश्चित करें; उच्च शक्ति वाली मोटर बदलें।
6. तैयार उत्पाद बहुत खुरदुरा है।
कारण: छलनी के छेद बुरी तरह से घिस गए हैं या क्षतिग्रस्त हो गए हैं; जाली के छेद छलनी धारक से ठीक से जुड़े नहीं हैं।
समाधान: स्क्रीन मेश को बदलें; छलनी के छेदों और छलनी धारक के बीच के अंतर को समायोजित करें ताकि यह सुनिश्चित हो सके कि यह ठीक से फिट हो जाए।
7. बेल्ट का अत्यधिक गर्म होना
कारण: बेल्ट का ठीक से न कसा होना।
समाधान: बेल्ट की कसावट को समायोजित करें।
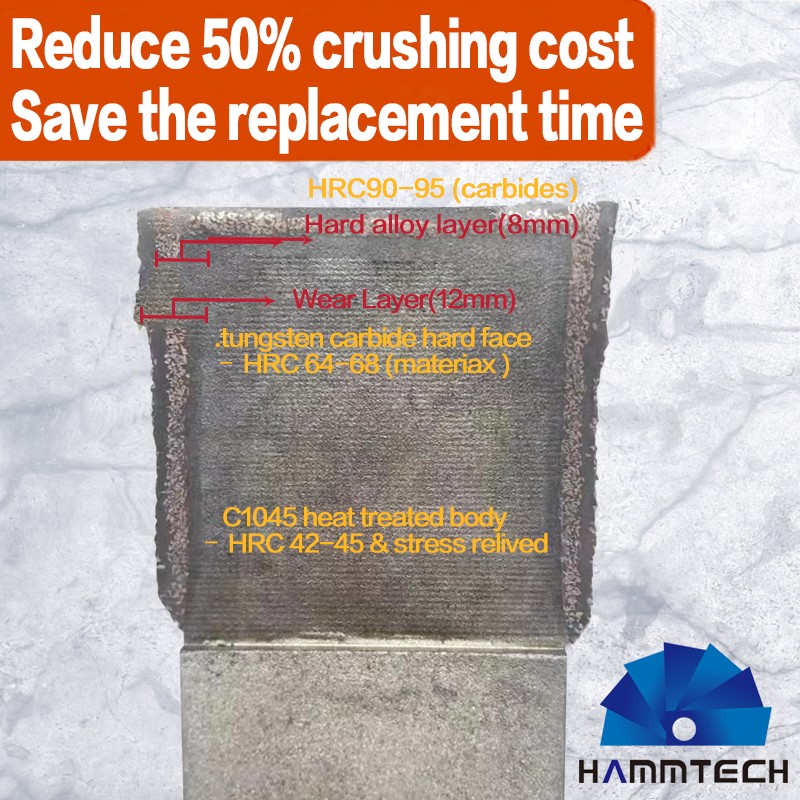
8. हथौड़े के ब्लेड का सेवा जीवन छोटा हो जाता है
कारण: सामग्री में अत्यधिक नमी की मात्रा उसकी मजबूती और कठोरता को बढ़ा देती है, जिससे उसे पीसना अधिक कठिन हो जाता है; सामग्री साफ नहीं है और उसमें कठोर वस्तुएं मिली हुई हैं; हथौड़े और छलनी के बीच का अंतर बहुत कम है; हथौड़े के ब्लेड की गुणवत्ता बहुत खराब है।
समाधान: सामग्री में नमी की मात्रा को 5% से अधिक न होने दें; सामग्री में अशुद्धियों की मात्रा को यथासंभव कम करें; हथौड़े और छलनी के बीच की दूरी को उचित रूप से समायोजित करें; नाई के तीन उच्च मिश्रधातु हथौड़े के पुर्जों जैसे उच्च गुणवत्ता वाले, घिसाव-प्रतिरोधी हथौड़े के पुर्जों का उपयोग करें।
पोस्ट करने का समय: 28 फरवरी 2025